A felületkezelés, festés előtti előkezelés, tisztítás, zsírtalanítás egyre nagyobb teret nyer mindennapjainkban, mivel a nem jól megtapadó festék, az egyenetlenül felvitt festék, a rossz felületi minőség komoly minőségügyi problémákat vet fel.
A felületkezeléshez egy komplett fúvóka paletta áll rendelkezésre!
A felületkezelés során legjellemzőbb a golyós fúvókarendszerek, memo fúvókarendszerek alkalmazása.
A fúvókarendszerek rögzítése klipszes (rugós csőbilincs) vagy pedig szerelőbilincs, csőbilincs megoldással történik. A bilincsek és klipszek különböző csőátmérőkhöz szállíthatók (1”, 5/4”, 6/4”) és ezen belül is különböző csapmérettel (=csövön lévő furatátmérő)
A csap átmérők a következők lehetnek: ø14, ø17, ø20
A klipszen és csőbilincsen lévő golyóülék minden esetben és csőátmérőnél azonos méretű, így a különböző térfogatáramú golyók szabadon cserélgethetők benne. A golyó az ülékben szabadon mozgatható minden irányban. Az irány beállítását követően a hollanderrel rögzítjük a golyó pozícióját.
A golyós fúvókarendszerek alapvetően kétfélék lehetnek a fúvókarészt illetően:
1) golyó + fúvóka egy egységként, egybe fröccsöntve
2) golyó + valamilyen fúvóka beletekerve
Amennyiben a golyóba valamilyen fúvókát tekerünk, teszünk bele, úgy mindez a következő lehetőségeket kínálja:
1) menetes golyó, menetes fúvókával (a fúvóka anyaga lehet akár rozsdamentes is)
2) memóriás golyó és bele memóriás fúvóka rögzítve bajonettes csatlakozással
A memóriás fúvóka előnye, hogy „megjegyzi” a beállított szórásirányt. Mivel a golyó és a bele bajonettes csatlakozással egy mozdulattal rögzíthető fúvóka két külön egység, így a fúvóka a golyótól függetlenül is eltávolítható. Az ülékbe a golyót helyezzük bele és annak irányát állítjuk be, illetve rögzítjük a hollanderrel. A fúvókát ezek után helyezzük bele a golyóba és bajonettes csatlakozással rögzítjük. A golyó ezáltal már megadja a fúvóka számára az irányt.
Ennek a megoldásnak ott van jelentősége, ahol több száz fúvóka van az előkezelő alagútban a szórókoszorúkon és tisztítás után a fúvókák eredeti szórásirányba történő gyors visszahelyezhetősége nagyon fontos. (az állásidő költséges)
Fúvókák a felületkezelésben:
- szóróalagutas eljárás
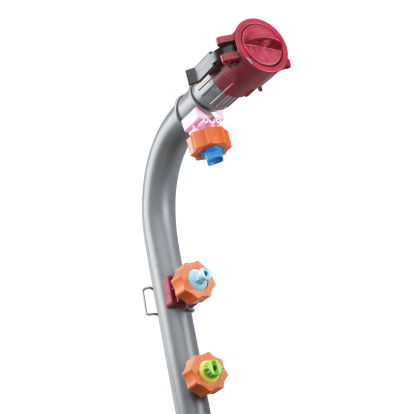
A fúvókák szórókoszorúkon vannak elhelyezve a szóró alagútban, miközben az alagútban a konverjor pályán akasztékokon vannak elhelyezve a munkadarabok. A munkadarabok felületét vegyi anyagokkal szórják be, amelyet a fúvókák juttatnak a felületre.
A fúvókák az esetek többségében lapos sugár szórásképpel rendelkeznek, mivel a munkadarab mozgásban van.
Azonban vannak takt rendszerű előkezelő alagutak is, ahol a munkadarabot megállítják bizonyos időre. Ezekben az előkezelőkben telekúp fúvókákat alkalmaznak. (Kivétel lehet az az eset, amikor a mozgatás ideje és útja elegendő a lapos sugár fúvóka alkalmazásához).
Az előkezelők nagy többségében a munkadarab van mozgásban a konverjor pálya segítségével és a szórókoszorú áll. Azonban olyan helyeken, ahol a hely korlátozottan áll rendelkezésre, és nem elegendő egy megfelelő hosszúságú előkezelő alagút kiépítéséhez, ott a szórókoszorúk vannak mozgásban és mozgatva.
Ekkor a fúvókák száma kevesebb, ahogy a szórókoszorúké is, az alagút pedig lényegesen rövidebb. A szórókoszorúkhoz a közeget egy flexibilis tömlő vezeti a szivattyútól.
A jellemző nyomás az előkezelőkben kb. 1,2…1,6 bar.
A közeget centrifugál szivattyú szállítja a fúvókákhoz, amely általában egy vízszintes tengelyű centrifugál szivattyú.
- KTL sor
Ahol nagy mennyiségű és hasonló méretű munkadarabot, tárgyat állítanak elő, ahol fontos az egyenletes felület, ott a KTL festés hoz megfelelő eredményt.
A KTL előkezelés gyakorlatilag mártókádas eljárás, ahol a munkadarabot alacsony szilárdanyag tartalmú, vízben oldott festékbe mártják.
Itt a golyós fúvókák a szóró előkezelőben fordulnak elő, ahol golyós fúvókákkal szórják és terítik be a kosárban lévő munkadarabokat.
A kádak tartalmát keringetni szükséges, így ezeken a helyeken körting (ejektor, venturi) fúvókákat alkalmaznak.
Ennél az eljárásnál a fúvókaszám lényegesen kevesebb, mint a szóróalagutas eljárás esetében.
A KTL sorok lehetnek folyamatos vagy szakaszos üzeműek.
Folyamatos üzemről akkor beszélünk, ha a munkadarabok mozgatását konvejor biztosítja, míg a szakaszos üzem esetén a munkadarabokat a kádak között átemelő berendezés biztosítja.
A fúvókákon kívül még sok más kiegészítő is használatos a felületkezelési eljárások során, amely szintén fúvóka termékpalettánk részét képezi.
Záródugók, csővégi záróelemek, csőtartók és csőcsatlakozó kupplungok is szállíthatók.
Ahogy nyelves vagy más néven kanalas fúvókák is (akár memóriás kivitelben is).
A kanalas fúvókákat a zónák végeihez zárásként szokták alkalmazni vagy pedig azokon a helyeken, ahol nagyobb felületi sugárerő szükséges.